Design of Low-Cost Lightweight Robots Using Computational Systems
Current industrial robots make automation more cost-effective by delivering consistent performance for high-volume manufacturing over lengthy durations. However, as the trend towards mass customization continues, specialist industrial robots are frequently acquired and set up for low-volume procedures, rising the overall cost of operation. Furthermore, traditional industrial robots are large and unsuitable for human-in-the-loop tasks.
Furthermore, the ISO 12018 [1] and ISO 15066 [2] standards establish recommendations for robots to work with people in a shared workspace. Several safety features, such as the robot’s limited velocity and torque, hand-guided operation, safety rated stop, separation monitoring, and so on, have allowed collaborative robots to replace industrial robots in human-centric jobs including machine tending, sorting, and assembly [3]. [4] contains a full explanation of the safety and implementation of collaborative robots and experiments. Despite their significant emphasis on safety, this class of robots’ inflexible architecture hinders their capacity to adapt to a new mission [5].
Modular robots, on the other hand, can adapt to changing user demands, making them a viable alternative to fixed architecture robots. Furthermore, reconfigurability opens up the possibility of realizing non-intuitive kinematic structures by covering a large design space with a diverse set of interchangeable robot configurations. [6] investigates the design of cost-effective modules and standardized interfaces, whereas [7] presents a model of human safety in the presence of reconfigurable robots. However, such robots inherit traits from ordinary industrial robots such as high gear ratio joints, solid metal bodies, and so on, increasing their weight, cost, and complexity. Modular robotic kits, on the other hand (Robot modules from Keyi robotics), provide a simple and user-friendly interface for building robots.
However, such modules are confined to making robotic toys and lack the precision and rigidity necessary in an industrial context. Bridging the gap between these two extremes will allow for broader use of reconfigurable robots in the home, healthcare, and last-mile delivery sectors. To overcome this challenge, we present a systems design method for creating low-cost, lightweight robots that are reconfigurable and rigid.
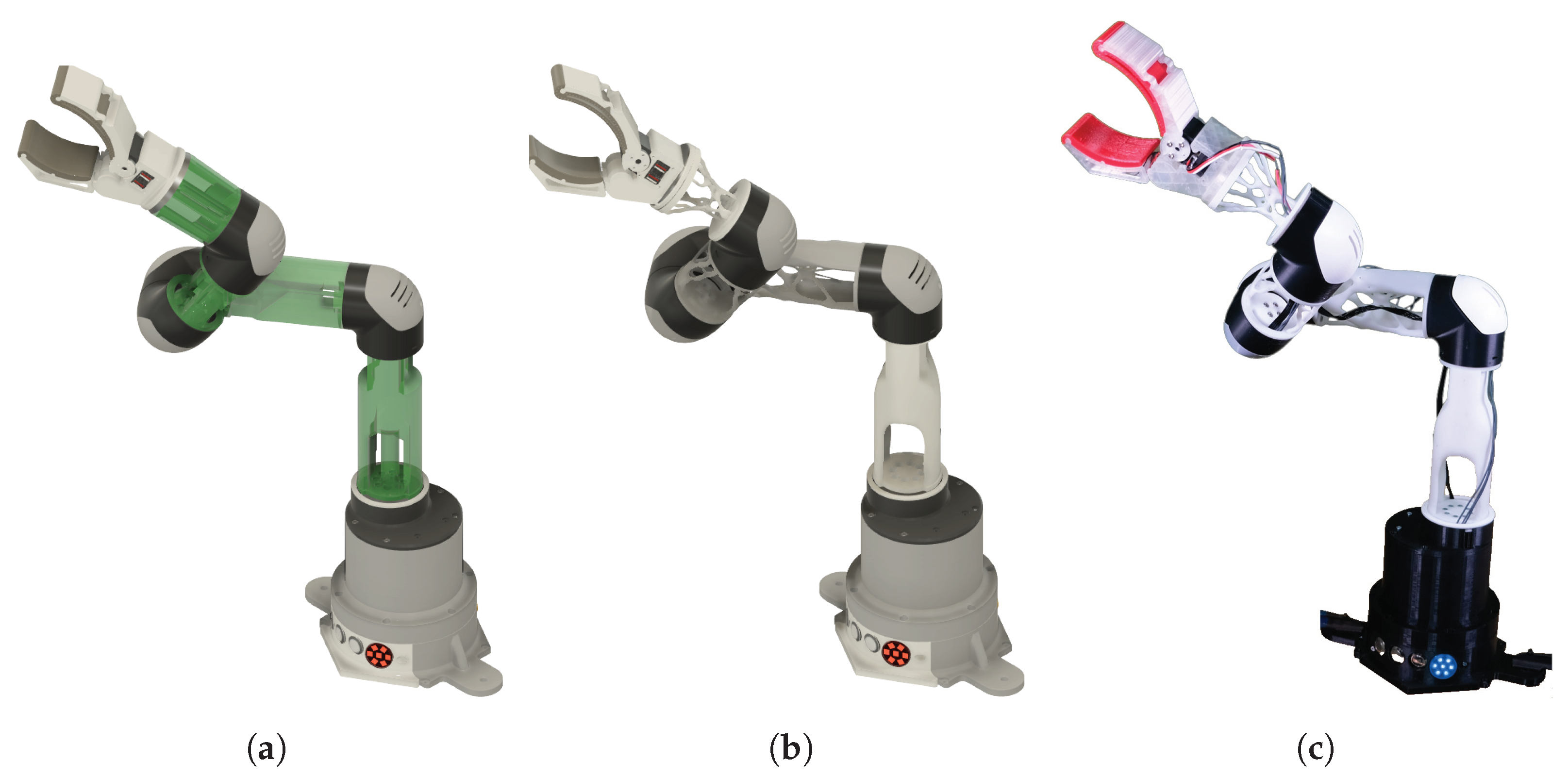
The current study provides a computational design technique based on interdisciplinary design optimization [8] to bridge the gap between industrial and residential robots in order to produce low-cost, lightweight robots on demand. To implement such robot manipulators, the planned 3D printed modules include joints, connections, and end-effectors that physically and electrically link with one another. Furthermore, as illustrated in Figure 1, their interface design allows for the creation of physically practical robots. In contrast to traditional structural optimization techniques that include static loads, the topology optimization issue in this study accounts for dynamic loads caused by the robots’ mobility to build lightweight yet suitably stiff structural components.
Aside from reducing overall mass, low inertia structural elements improve proprioceptive force control with quasi-direct-drive robotic joints, as described in [9], making the proposed systems design approach applicable in domains involving the design of locomotion or multi-modal manipulation robots.
Figure 2.1. The robot in (a) is the result of an autonomous design technique that determines a workable architecture utilizing modules. The structural components are not optimized at this point, and the space coloured in green represents the accessible domain for topology optimization. The components of the robot in (b) are optimized structural elements (OSEs) after the component optimization process. Finally, all of the components are 3D printed and combined to create a physical prototype of the robot depicted in (c), (as seen in the Supplementary Materials).
The suggested technique is tested using an example scenario involving the construction of a robot capable of maneuvering a payload of 1 kg between two given positions in the workspace in 4 seconds while restricting the structural displacement of the end-effector to less than 5.5 103 m. The current work’s job represents a basic stowing application between two sites of interest, and it is analogous to the motion definition of pick and place tasks. To begin, determining a good robot configuration is posed as an informed search issue using the A algorithm. Following the selection of an appropriate controller, a distributed optimization technique addresses component-level topology optimization, allowing for dynamic load scenarios and resulting in a task-specific, low-cost, lightweight solution.
While several strategies for identifying task-specific robot compositions have been presented, a few challenges remain, including the physical feasibility of the simulation results, i.e., sim-to-real transfer of the identified robot, and resolving the circular dependency between the robot configuration and mass optimal design of modules under dynamic loading. The present effort intends to bridge the gap between the design of robot systems and component-level structural optimization. The following are the primary contributions of this work:
- End-to-end system design approach offered to develop task-specific, low-cost, lightweight robots.
- The created hardware and electrical modules to automatically manufacture physically practical robotic manipulators.
- The top-down technique to generating tailor-made lightweight structural components influenced by dynamic loads was introduced.
Related Work
The work reported here is at the crossroads of multiple current research disciplines, including modular and reconfigurable robotics, task-specific robot design, 3D-printable robots, and structural optimization. This section outlines the research in various disciplines that is pertinent to the present study.
Robots that are modular and reconfigurable
Typically, modular robots are built using unit pieces called modules that perform various duties such as actuation, structural support, sensing, processing, calculation, and so on. The research is an early look into the systematic development of task-specific robots using simple geometric features. In addition, the use of reconfigurable robots in search and rescue missions. Alternatively, robots with repeated cellular modules can self-configure.
Modular elements in the shape of skeletons and organs were designed and linked to construct mechatronic systems capable of executing a variety of activities. A multi-modal modular mobility system for last-mile delivery applications was given, and the authors address trade-offs between alternative robot configurations through their assembly specifications. Finally, contact-aware robot design using an end-to-end differentiable modelling framework. Furthermore, the work presented in solves module connection and communication issues, while also offering an open-source framework for rapidly producing physical prototypes. There is a significant difference between industrial class modular robots and robots confined to less constrained locations and uses.
Designing Task-Specific Robots Automatically
Previously, [12,14] explored the development of robot morphology and related controls for a certain job. [24,25] explored the optimization of continuous design factors such as link length, actuator performance, and so on for a fixed robot architecture. Furthermore, the work given in [26,27] investigates methods for exploring the design space using preset modules that meet desired task criteria. Design abstractions are required to construct meaningful robots when working with a discrete set of heterogeneous modules, as outlined in [28,29]. To tackle the combinatorial complexity involved with the challenge of determining the right sequence of the modules, methods such as informed search in [30], reinforcement learning in [31], genetic algorithms in [26], and graph heuristic search in [32] were examined.

Furthermore, [33] described the automated development of equations of motion for a particular robot design. [34] investigates the co-design of modular tensegrity structures, whereas [35] investigates the evolution of modular robots without inter-modular communication. Furthermore, numerous evolutionary techniques for design space exploration have been examined, such as the use of novelty search and local competition outlined in [36] and compositional pattern-producing networks depicted in [37]. [7] stresses the need of automated safe programming of modular robots in human-centric situations. [6] proved the value of autonomous development of hardware and communication interfaces in reducing the time necessary to deploy a reconfigured robot in an industrial scenario. The present study takes a similar approach while underlining the need of designing modules that permit physical feasibility, or guarantee the actual reality of a particular robot configuration.
3D-Printable Robots
Rapid prototyping techniques have lowered the barrier to building robots, allowing users to readily generate 3D-printable components. In [12], robot designs generated by an evolutionary algorithm were achieved as physical prototypes via 3D printing. Similarly, [38] described the creation of 3D-printable animals tailored for a certain gait. In [39], origami-inspired printed robots were created using geometrized electro-mechanical components. In [40], an autonomous design process for robot manipulators with tactile sensing capabilities was presented to build 3D printable geometries of sub-component assemblies. A approach for autonomously generating task-specific 3D-printable structures was reported in [41], which is similar to the current study.
The present work takes use of such additive manufacturing techniques by improving structural components to make lightweight yet 3D-printable components.
Robot Structural Optimization
Topology optimization can efficiently accommodate restrictions such as cable routing, actuator location, assembly feasibility, and so on. Furthermore, 3D printing allows for the cost-effective realization of the ensuing complicated shape of the components. Initially, efforts to optimize robot designs were restricted to a single load situation. In [42], for example, only the critical load situation corresponding to a fully extended robot arm configuration was addressed. [43,44,45] examined load circumstances corresponding to more than one static position of the robot and diverse material qualities. Furthermore, essential load conditions corresponding to a certain set of trajectories inside the workspace were taken into account in [46] to arrive at globally valid performance measurements for the resultant structures.
Identifying trajectories relating to key load events and their relevance to a given job of interest, on the other hand, is a difficult challenge for robots. [47] suggested a distributed optimization approach for obtaining individual architectures of a multi-component robot. Furthermore, [48] provided a distributed optimization for building a humanoid arm that included co-developing component parameters and controllers with structural optimization. The value of such techniques is that they decompose the system-level optimization issue into sub-problems that may be designed independently. Most of these optimization systems, however, are not entirely decoupled, necessitating a coordination technique to preserve consistency across common design variables, as outlined in [49].
[50] offered a concept for decoupling a multi-component system based on the so-called solution space, allowing the independent design of the individual components. In [51,52], a meta-model-informed decomposition was presented, which eliminated the requirement for coordination between sub-problems. The current study uses a distributed optimisation technique to calculate mass optimum topologies of robotic linkages by dissecting system-level needs into component-level specifications.
Overview of the Method
Bottom-up design approaches are often experience-driven and typified by costly, time-consuming design iterations. Top-down design techniques, on the other hand, as stated in [53], try to reduce cyclic dependencies for the efficient design of multidisciplinary engineering systems with interdependent components. In this paper, we suggest a top-down design of modular robots based on the V-model, which has been employed in the automotive and aerospace sectors and was presented in [54]. The core principle of this method, which is also explored in [55,56], is the deconstruction of system-level goals into realizable component-level requirements.
Figure 2 depicts the suggested interdisciplinary design process, which is described in an extended design structure matrix (XDSM) [57]. The XDSM offers information on both the inputs and outputs at each stage of the design process, as well as the sequence of processes involved. For example, the design step D3 involving component topology optimization occurs only after step D2, which includes estimating the stiffness distribution per component from the quantities of interest (QoIs) associated with end-effector deflection.
Figure 2 depicts the design process in the form of an extended design structure matrix (XDSM [57]). Table 1 shows the definitions of the linked input-output variables for each design stage. Each green rectangle represents a design process, while the grey channels reflect the flow of information. The white parallelograms represent the outputs of one step, while the grey parallelograms represent the inputs to the next step. Furthermore, the black arrows indicate the direction and sequencing of the steps.
Table 1 contains definitions for the input and output variables described in the XDSM seen in Figure 2.
An explicit statement of the system’s higher-level needs is a critical component of the strategy. In Figure 2, these criteria are incorporated into the design process and establish the permissible ranges of the QoIs. To illustrate the operation of the proposed computational systems design method, for example, a robot design meeting the requirements given in Table 2 must be identified. The specifications correspond to a typical pick and place application in which the robot’s end-effector is expected to transport a 1 kilogram payload between the specified beginning and ending places. Using bottom-up and top-down mappings, the top-down design method seeks to find component-level requirements necessary to create such a robot.
Table 2 shows the system-wide multidisciplinary requirements.
Bottom-Up Mapping
Bottom-up mapping refers to the mapping from lower-level design variables (DVs) to higher-level QoI variables that are subject to system-level requirements (as shown in Table 2). A mapping of this type enables for the evaluation of QoIs for certain DV values. In other words, bottom-up mapping may be used to evaluate the fulfilment of requirements by design sampled from the design space. Design phase D1, for example, entails computing system-level parameters such as the time required to execute the job using a multi-body simulation of a robot design sampled from the design space. This allows the design to be classified as fulfilling or breaching the defined standards. Given the individual component-level stiffness values, D2 in Figure 2 computes the system-level end-effector deflection under the applied load. This allows the design to be classified as fulfilling or breaching the defined standards. Given the individual component-level stiffness values, D2 in Figure 2 computes the system-level end-effector deflection under the applied load.
Top-Down Mapping
Top-down mapping, on the other hand, refers to the deconstruction of system-level requirements expressed as QoIs in order to discover permissible component-level DV values, such as determining precise motor settings to perform a job within the stipulated cycle time. As an informed search issue, the first design phase D1 poses the task of selecting a suitable robot architecture. In this situation, as detailed in Section 5, a top-down mapping might correspond to the acceptable modules that can be employed given the overall authorized cost of the robot. Similarly, the system-level requirement of end-effector deflection is decomposed into acceptable component-level compliance energies employed in the structural optimization issue in stiffness design step D2.
D1: Module Design
As shown in Figure 3, the planned set of modules M comprises of actuation, structural, and end-effector parts that may be integrated to create fully functional robotic systems. In general, the kinematic configurations of such modules are selected to cover a broad design space composed of traditional robot designs, as explained in [58]. Furthermore, the module design takes compatibility, manufacturability, and assembly limitations into account to permit physically practical integration. Furthermore, all modules are built utilizing lightweight 3D-printed structural parts and low-cost off-the-shelf components to achieve low-cost, lightweight robots.
Figure 3: Modules: (a) Passive OSE modules with green design domain sections enabling fastener assembly and cable routing. The interfaces that connect the OSEs to the other modules are shown by the grey borders. (b) The passive connections, which were left out of the topology optimisation. (c) The motors are housed in an actuated joint module. (d) The electronics and microcontroller are housed in the base module. (e) A module with end-effectors.
Design Specifications
As indicated in Figure 3, the modules are classified as actuated, passive, or end-effector. The specifics and classifications of the modules are described in this section.
Modules for Actuation
Feetech (https://feetechrc.com/, last seen on 16 June 2023) SMS series servo motors were chosen as the actuation modules’ drivers because to their low cost, torque range, and small dimensions. Furthermore, the actuation modules were designed using three different torque classes of motors.
Module de base: The base module is a casing for the electronics, controller, and base motor. The base includes the highest torque-rated motor from the chosen family of motors, the SM120BL. Furthermore, all further modules constructed on the base module are powered by a conventional wall power outlet or a portable battery (https://www.makita.de/product/bl1850b.html, last viewed on 16 June 2023) that may be attached to the base module seen in Figure 3d. Because the base module is always fixed, the other modules may be coupled to it to construct serial manipulators.
The joint module is made up of a housing that houses the motor as well as interfaces for cabling, electronic connections, and a housing cover. When the housing cover is unscrewed, the joint motors may be easily troubleshooted. The SM45BL and SM80BL motors are used to build two types of joint modules with varying maximum torque outputs.
Passive Modules
To make the structural optimization problem easier to understand, passive structural components are divided into two categories: optimized structural element (OSE) modules and connections. Modules for OSE: In the current study, an OSE module is defined as a primitive cylindrical shape with assembly, manufacturing, and compatibility requirements. As a result, the modules provide a design domain for topology optimization as well as predefined interfaces for connectivity. As illustrated in Figure 3a, the green volume represents the design domain available for structural optimization, whilst the excluded region allows access to the essential fastener assembly and cable routing. This entails defining the tools required to insert, locate, and tighten the screws, as well as allowing unfettered access across the tools’ range of motion.
Furthermore, the cable routing spaces account for the quantity of cables as well as the extra slack required for the joint to move freely throughout its range.
Connectors are passive elements that have non-cylindrical geometry and are omitted from the topology optimization issue. The connections make it possible to change the rotation axis of any two successive modules.
End-of-Life Modules
An end-effector module, such as the one illustrated in Figure 3e, enables the built robots to interact with their surroundings and carry out the prescribed mission. As illustrated in Figure 1c, an end-effector is always the terminal module coupled to the kinematic tree, i.e., at the end of the robot’s arm.
Interface Design
The design of both the mechanical and electrical connections between modules must be addressed in order to enable modularity. The current part presents an interface architecture that allows for the flexible combination of modules.
Mechanical Interactions
Figure 3 depicts how the modules may be linked using standardized interfaces meant to decrease complexity and simplify the construction process. The interfaces (1) allow the OSEs to be effectively decoupled from components that are not involved in structural optimization, (2) allow the OSEs to be physically realizable by connecting them to connector and joint modules, and (3) accommodate physical attributes for cable routing and component assembly. Figure 3a depicts an OSE in green sandwiched between the interfaces coloured in grey, constituting the OSE modules.
Several practical design decisions have also been made to make the assembling process easier. All of the modules are assembled with conventional M3 screws, and the fastener orientation, size, and torque strength provide secure and dependable connections. This not only informs the OSE’s design domain, but it also specifies the print orientation of the appropriate OSEs so that the embedded nuts can withstand the loads when fastened. In addition, the design allows for the construction of a joint module to an OSE in 10 minutes and the entire assembly of a five-degree-of-freedom robot in 2 hours. This allows for faster troubleshooting and reduces robot downtime.
Electrical Interconnections
A serial communication layer is used, allowing a very basic electrical design to be realized while accommodating many actuation modules. All of the joint modules are connected to the microcontroller individually through a serial communication interface with a unique bus index. This unique index linked with each actuation module is deduced automatically after assembly. The motors are employed in velocity control mode, which allows the user to specify the reference location and velocity. Figure 4 depicts the entire electronics configuration for the physically realized robot as a result of design process D4 (in Figure 2). The robot is confined to simple robot control duties such as monitoring a specified trajectory within the scope of the current job, leading to the selection of a low-cost microcontroller.
However, when dealing with computationally complex sensors (such as pictures or point cloud inputs) or situations involving costly decision-making stages (online planning or MPC), more powerful control hardware may be required. While off-the-shelf solutions are convenient and inexpensive for prototyping, as the number of modules grows, bespoke PCBs may become economically viable. They provide for more design flexibility and quick replacement of electrical components in times of scarcity.
Figure 4: The full robot’s electronic design, which includes a power supply, motor arrangement, LED output, and a microcontroller. Each black box is an active joint module that houses a motor that is centrally controlled by a microcontroller.
Design of a Robotic System
As shown in Figure 2, the design phase D1 takes the requirements provided in Table 2 and assembles them with the available modules M to identify a suitable robot architecture. The robot’s system design consists of two major steps: (1) identifying a feasible robot architecture and (2) synthesis of a suitable controller. The initial step is to search the design space for a suitable group of modules capable of achieving the specified placements. The second stage is to choose a suitable controller to follow the supplied path while meeting the performance criteria.
Compositions C(M) and Connection Rules c
When combining the components to create robots, not all combinations provide meaningful results. As explained in [28], connection rules serve as the foundation for the algorithm in identifying physically possible combinations and guiding the design process with module semantic information. Connecting the outputs of two joint modules, for example, would essentially create no meaningful output torque. To capture only relevant module combinations, a set of connection rules that regulate the interaction between the modules is developed. As a result, the created robot assemblages, known as compositions, are meaningful and physically realizable. In this context, the terms composition, robot composition, and architecture can all be used interchangeably.
𝑐={𝑐1,𝑐2,…,𝑐𝑛} denotes the set of all connection rules, where ci is the ith connection rule. [29] has a more in-depth examination of computational abstractions for the creation of modular robots.
Any number of accessible modules M can be chosen(𝑀𝑠∈𝑀) and integrated to build robot compositions, C(Ms). Furthermore, for a composition to be meaningful, the module assembly must follow the defined connection criteria c. As a result, a physically possible composition 𝐶𝑝(𝑀𝑠,𝑐) admits a given set of modules and their corresponding connection rules. Limiting the designs to 𝐶𝑝 ensures that the compositions generated from step D1 are physically feasible.
Modular Robot Manipulators Automatic Design
Identifying a workable composition is posed as an informed search issue, as explained in Section 3. In addition, to facilitate controller synthesis, an inverse dynamics controller parameterized in terms of its controller gains Kp and Kd is used. The Drake simulation toolkit is used to assess each composition sampled from the design space in relation to the stated job, after which the controller gains Kp and Kd are tweaked to meet the cycle time requirement.
Alternatively, as done in [59], the controller synthesis might be posed as an optimum control issue to minimize auxiliary QoIs such as energy wasted. Furthermore, as described in [58], a comprehensive approach to identifying architecture and controllers might be used. Another approach would be to treat the entire problem as a mixed integer non-linear programming problem, with the discrete modules and continuous control parameters chosen as design variables, as recommended in [60], in conjunction with the route planning strategy provided in [61].
Formulation of a Problem
We use the A method published in [62] to explore the design space of the robot compositions due to the effective identification of modular robot architectures by treating them as informed search problems, as discussed previously in Section 2. Each intermediate composition is repeatedly enlarged during the traversal of the kinematic tree until the kinematic criteria are fulfilled, i.e., until the robot’s end-effector achieves the prescribed configurations. The connection rules defined in Section 5.1 are applied on each enlarged composition. For a quantifiable distinction, each module is assigned a cost depending on its relative complexity. The joint modules that house the actuators, for example, would have greater related costs than the 3D-printed connections or the OSEs.
As a result, the route cost gpath() for the search issue is the same as the cost associated with the modules. Furthermore, the distance between the composition’s realizable location and the specified position is employed as a heuristic h() to steer the search process. An inverse kinematics (IK) issue is used to calculate the heuristic cost. As mentioned in [10], such a heuristic does not exaggerate the expense of achieving the goal and is thus permitted. As a result, the design phase D1 may be mathematically expressed as follows:
min𝐶(𝑀),𝐾𝑐∑𝐼,𝐺(𝑔𝑝𝑎𝑡ℎ(𝐶(𝑀))+ℎ(𝐶(𝑀))),
subject to,𝒑𝑒𝑒𝑓(0)=𝒑𝐼,𝒑˙𝑒𝑒𝑓=𝟎,
𝑔(𝒒(𝑡),𝒒˙(𝑡))≤0,
𝑔𝑔𝑜𝑎𝑙(𝒒(𝑇),𝒒˙(𝑇),𝒑𝐺)≤0,
𝐶(𝑀)∈𝐶𝑝(𝑀,𝑐),
where 𝒒(·)∈ℚ is the robot’s setup. Inequality constraints 𝑔(·) (1c) are used to enforce limits on joint angles, velocities, torques, and the allowed ranges of the QoIs. (1c) additionally includes inequality restrictions that limit the minimum distance between any two bodies while accounting for probable self and environmental collisions. The cost function f() for the optimization issue is defined as the sum of the route cost, 𝑔𝑝𝑎𝑡ℎ(·), and the heuristic cost, ℎ(·). The cost function 𝑓(·) is assessed at both the beginning and final end-effector locations 𝒑𝐼,𝒑𝐺, while the total completion time restriction is employed to modify the control DVs, Kp, and Kd.
The requisite end-effector locations and velocities, 𝒑𝑒𝑒𝑓,𝒑˙𝑒𝑒𝑓∈ℝ3,
at times 𝑡=0 and 𝑡=𝑇 are imposed as boundary constraints (1b,1d) at times t=0 and t=T. Finally, constraint (1e) ensures the compositions’ physical feasibility by connecting the modules according to their permissible connection rules. Figure 5 depicts an example involving the detection of a composition travelling between two places in the presence of collisions to highlight the automatic design process involved in systems design phase D1. As barriers, primitive geometric components in light grey were put within the robot habitat.
Figure 5: An example exhibiting the ability to discover a suitable robot composition capable of overcoming obstacles inside the workspace (represented as collision limitations by grey cylinders and spherical geometric primitives).
Alternatively, the problem can be changed to one of feasibility by setting the cost function f=0, resulting in a constraint fulfilment problem [62,63]. Instead of a single solution, a group of solutions that fulfil the stated conditions may be discovered by creating so-called solution spaces, as shown in [50,55]. It is not, however, immediately relevant in the current example, which involves a mixed combination of continuous and discrete DVs. The current technique may easily be expanded to find a family of suitable compositions by continuing the search until all compositions matching the conditions are located.
D2,D3: Design of a Lightweight Structure
The outputs of the computational design phase D1 outlined in Section 5 to solve Problem (1a) are a composition and a corresponding controller (Figure 2). As indicated in Section 4, the design stage D2 entails optimizing chosen passive structural parts of the robot or the OSEs. Unlike in [42, 45], we evaluate various load situations, each of which corresponds to a quasi-static snapshot of the robot throughout its mobility while accounting for dynamic loads. As a result, unlike the works detailed in Section 2, the current work takes into consideration dynamic load instances caused by the robot’s movement between the provided pick and put sites.
Setup for Structural Optimisation
Structural optimisation of modular robots is generally difficult because (a) it involves elements with complex geometries, (b) it necessitates dealing with complex and case-dependent boundary conditions, (c) it contains multiple interdependent components that must be optimized together, and (d) it must account for multiple load conditions. Problem (a) is avoided by isolating the structural components to be optimized, known as the OSEs, from the components with fixed geometries that are not optimized. The OSEs are designed using a basic cylindrical design domain, as shown in Figure 3a. Furthermore, as mentioned in Section 4, the OSEs are linked to the other modules via fixed interfaces, which standardizes the boundary conditions for all OSEs, addressing (b).
Finally, the system-level critical compliance energy lc of the robot is decomposed to permissible component-level compliance specifications corresponding to each of the OSEs lc(i) based on the need of the end-effector deflection xc mentioned in Table 2. This breakdown enables separate optimization of the components, parallelizing the process and greatly lowering computing time, hence alleviating issue (c). Equation (3) gives the system-level critical compliance and its distribution as a function of OSE duration.
𝑙𝑐=𝑚𝑝𝑔Δ𝑥𝑐,
𝑙𝑐(𝑖)=𝑙𝑐𝑠(𝑖)∑𝑖𝑠(𝑖),
where s is the length of the ith OSE, mp is the payload mass (1 kg), and g=9.81ms2 is the gravitational acceleration. The decomposition shown in Equation (3) allows for the breakdown of system-level needs to the component level while maintaining system-level performance. Furthermore, such a decomposition enables the independent optimization of specific OSEs, effectively parallelizing the optimization sub-problems.
The wrenches encountered at each interface (constituting the forces and moments) during the robot’s mobility between time t=0 and T are retrieved as ℱ(𝑡)∈ℝ6 via simulation for the acquired composition and controller from D1. Figure 6 depicts one such interface wrench F1 matching to the base of the first OSE. As specified in Equation (5), critical load instances corresponding to each dimension j=1…6 of the ith interface wrench are extracted as ℱ𝑐(𝑖),𝑗, which corresponds to their respective absolute maximum values. Each OSE would be exposed to six load situations, each corresponding to the absolute maximum values of each degree of freedom.
ℱ𝑐(𝑖),𝑗=ℱ(𝑖)(𝑡𝑐(𝑖),𝑗),where𝑗=1…6,
𝑡𝑐(𝑖),𝑗=argmax𝑡ℱ(𝑖),𝑗(𝑡),
where ℱ𝑐(𝑖),𝑗 is a 6-dimensional vector carrying the jth critical load situation for the ith component. The goal of the ith OSE structural optimization is to decrease its mass while not exceeding the component-level critical compliance determined from Equation (3) for all j critical load instances.
Figure 6 shows the interface loads, F(t), which are the forces (F) and moments (M) acting at the base of the first connection while the robot is moving.
Formulation of a Problem
Each sub-task is a topology optimization problem corresponding to an OSE, as defined by Equations (3) and (5). It should be noted that the proposed procedure decomposes the problem of monolithic optimization of a multi-component robotic system in the presence of dynamic load cases into smaller sub-problems dealing only with static structural optimization of OSEs, significantly reducing the problem’s complexity. The topology optimization sub-problem is mathematically stated as follows:
min𝜌𝑒(𝑥) 𝑚(𝑖)(𝜌𝑒(𝑥))
such that 𝑙(𝑖)≤𝑙𝑐(𝑖),
for load cases ℱ𝑐(𝑖),𝑗,and𝑗=1…6,
where 𝑚(𝑖),𝑙(𝑖) are the mass and compliance energy of the ith OSE, respectively, and e represents the elemental density field over the ith OSE’s possible design domain Ω. Following the technique would result in four distinct topology optimization sub-problems defined by Equation (6). Each sub-problem of topology optimization, optimizes the elemental density field 𝜌𝑒 over the design domain depicted in Figure 3. Furthermore, each sub-problem is subjected to distinct critical compliances 𝑙𝑐(𝑖) and loads obtained from Equations (3) and (5), resulting in distinct topologies for each of the OSEs, as shown in Figure 7.
Discussion of the Results
Following the methods outlined in Figure 2, a robot with a possible architecture, controller, and structural stiffness that meets the requirements outlined in Table 2 was created, together with the optimized OSE modules, as shown in Figure 1b. The ability of the intermediate compositions to achieve the provided beginning and end locations was then examined using the IK and the inverse dynamics controller inside the Drake simulation toolkit [64] while exploring possible designs via an informed search in D1. The built robot is operated in velocity control mode, which allows the user to modify the position and control of each robot joint. The simulation’s trajectory is retrieved and tracked in hardware using a bespoke controller.
The controller employed in the current study to actuate the hardware prototype is also made accessible in Section 8’s data availability declaration.
It should be noted that the identified task-specific robot has four degrees of freedom and thus costs less for the number of actuators used than similar commonly deployed standard robots (for example, the commercially available MyCobot Pro 600 from Elephant robotics) with six or seven degrees of freedom. This is due to the designed robot focusing solely on the essential task. However, such a comparison should be made, with the distinction that the latter is a general-purpose robot, whilst the former is a task-specific robot.
While the overall number of needed degrees of freedom is heavily dependent on the task description, chosen modules, and barriers in the workspace, the modules’ reconfigurability allows for the creation of tailor-made robots for any new circumstances. Furthermore, as proven, the systems design approach might possibly discover compositions for a defined job with fewer actuators and non-intuitive kinematics.
The interface wrenches ℱ recorded while the robot is moving are sent into the design step D2.
Figure 6 depicts one such interface wrench matching to the base of the first OSE, ℱ(1). Figure 6 shows critical loads corresponding to the first OSE ℱ𝑐(1),𝑗 calculated using Equation (5), shown by the diamond shape ().
Following Equation (3), Table 3 shows the component-level critical compliance energies decomposed from the system-level critical compliance energy. Following that, the optimization challenge defined in challenge (6) is addressed using Altair Optistruct 2019.1.1, a commercially available topology optimization program, and the resulting topologies of all the OSEs are shown in Figure 7a. Furthermore, the OSEs are post-processed in Meshmixer 3.5 and Autodesk Fusion 360 2.0. The OSEs are flattened and connected with the interface flanges to produce the full modules, as shown in Figure 7b. Table 4 shows the mass of the final 3D-printed OSE modules (𝑚𝑝𝑟𝑖𝑛𝑡,𝑟𝑖𝑔𝑖𝑑).
Figure 7. (a) The results of the OSE topology optimization. (b) Post-processed OSEs fused with interfaces, resulting in a module design that can be additively built.
Table 3 shows the length of each module and the component-level critical compliance determined by decomposing the system-level critical compliance using Equation (3).
Table 4 shows the calculated thickness of modules built of aluminum hollow tubes after decomposing the system-level critical compliance using Equation (3).
Figure 8 depicts the simulated mobility of the robot with the post-processed modules between the required places, as well as the corresponding joint torques achieved.
Figure 8: (a) Visualization of the robot’s simulated motion with topology optimized modules and (b) matching torques achieved at each joint.
Comparison of Modules Design Domain as Aluminum Tubes
Alternatively, hollow, thin metallic cylindrical tubes made of aluminum are frequently employed as structural parts of robots, like in the case of Universal Robots. To highlight the value of the suggested system design process, we compare the final robot to one created just using cylindrical tubes. A module in this design is comprised of a cylindrical tube and interfaces constructed of aluminum 6061. For the tube modules, we repeat the breakdown of system-level crucial compliance to the component level for comparison. In contrast to the topological optimization problem, the ideal tube thickness that meets the required constraints is determined using parametric optimization.
Table 4 lists the calculated thicknesses t(i) per module. However, due to the physical feasibility of fabricating such components, the least commercially accessible thickness tp(i) of 0.5 mm is used. Finally, Table 4 shows the masses of the realizable modules (𝑚𝑡𝑢𝑏𝑒𝑠,𝑎𝑙𝑢) .
The overall mass of the topology-optimized modules made is 0.42 kg, compared to 0.49 kg for the aluminum modules. The mass comparison in Table 4 shows that the structural components of the two designs have a 16% reduced mass. Reduced peak torques are also connected with the resultant composition when in motion due to the mass decrease.
Furthermore, as described in Section 4, the latter does not account for design space restrictions such as wire and fastener assembly, which might possibly result in heavier components when included. However, it should be mentioned that the selection of components is dependent on the specific load and scale of the robot. Aluminum tubes, for example, are easily obtained and provide adequate rigidity for the majority of frequent load scenarios. Any reduction in the bulk of components of tether less robots such as humanoids, drones, or quadrupeds, on the other hand, can be connected with a benefit equivalent to a longer operating period.
As smaller-scale fixed-base robots are industrial scale robots, the difference in advantages may not be considerable [65]. To comprehend their applicability to various contexts, a full research of such components’ scalability and related expenses must be done.
Physical Prototype Construction and Testing
The OSEs were 3D printed for the physical prototype using Form labs’ Rigid 10K (the Rigid 10k material from Form labs) resin (https://formlabs.com/, last viewed on 16 June 2023). Figure 1c depicts a prototype of the manufactured post-processed modules. Finally, the built robot was assessed in relation to the requirements listed in Table 2. The actual robot’s recorded mobility time between the indicated places is 4.5 s, which is near to the mandated limit value. Furthermore, the robot’s end-effector deflection under 1 kg force is evaluated.
The first stance of the robot is chosen for testing since the load conditions (Figure 6) are for the specified motion beginning with this pose. Figure 9 depicts the test setup for end-effector deflection. The measured deflection of the end-effector is about 11 mm, which deviates from the specifications. Although the observed structural deflection of the OSEs is relatively small and may be within the derived component-level compliance energy, it is important to note that a significant portion of the end-effector deflection can be attributed to the joints’ unaccounted structural stiffness.
As a result, numerous alternative changes to the joint and end-effector modules might be made to increase overall system stiffness. To minimize compliance, for example, the joints might be rebuilt using different materials. The stiffness of the end-effector module itself might also be altered. By investigating these improvements, it may be feasible to further minimize the observed system-level deflection.
Figure 9 shows the setup used to test the robot’s system-level deflection in its original configuration with a 1 kg payload attached to the end-effector.
As previously stated, the robot is built out of OSE modules made of stiff resin, with joint modules printed in ABS. This guarantees that the joint modules can withstand the required operational stresses while remaining cost effective to build. ABS components are reported to deform, particularly under continuous stress or at high temperatures. However, these deformations have no effect on the robot’s performance. Continuous exposure to the sun or water, on the other hand, can significantly reduce the strength and stiffness of the components within a few months.
The 3D-printed pieces did not fail during the static loading trials despite being loaded with the end-effector. However, it has been shown that any misalignment between the modules when mounting, as well as module backlash, are two additional causes to deflection.
Cost and Scalability of the Modules
This section provides a full overview of the different expenses associated with the prototype’s production. Table 5 provides an overview of the cost breakdown of the full robot prototype. The built robot prototype is expected to cost roughly EUR 2862.6, which is much less than the cost of industrial or collaborative robots.
As of 16 June 2023, it costs roughly EUR 2369.95. It should be highlighted that the current costing is for low volume prototype, and a thorough investigation of the effect of scaling on overall cost of manufacturing is required.
Table 5 shows a thorough breakdown of the expected costs by category.