
Plastic Injection Molding Machine: An Overview
Introduction
Plastic injection molding machines are essential for the production of plastic products, operating through a hydraulic system that powers the motion needed to open and close molds. These machines rely on a 380-volt electricity supply to power key components, including heaters, rollers, and the hydraulic unit motor. Understanding the specifications and components of these machines is crucial for their efficient operation.
Table of Contents
ToggleKey Specifications of Plastic Injection Molding Machines
Every plastic injection machine comes with specific features that define its capabilities, including:
- Feed Hopper Capacity: This is vital for fully automatic machines where less frequent material loading is required.
- Formed Volume per Batch: This is the volume of material moved by the auger, determined by the cross-sectional area and length of the auger’s journey.
- Product Weight per Batch: Measured in grams, this represents the weight of the product formed in each cycle.
- Softening Capacity: Expressed in kilograms per hour, this refers to the machine’s ability to soften the plastic, depending on the cylinder size and heat output.
- Injection Pressure: This measures the pressure exerted during injection, in kilograms per square centimeter or total force.
- Mold Closing Force: Measured in tons, this ensures the mold stays securely closed during injection.
- Dry Cycle Time: This is the time (in seconds) the machine takes to complete a cycle without material.
Additional specifications may include injection speed, mold plaque size, and energy consumption rates for heaters and motors.
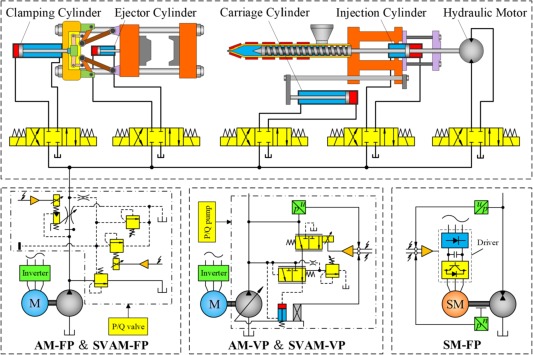
Main Components of a Plastic Injection Molding Machine

1. Base
The base holds the melting and closing units and houses the hydraulic system components, including the oil tank, pump, and valves.
2. Injection Unit

The injection unit comprises:
- Nozzle: Transfers molten material from the melting unit to the mold.
- Open Nozzle: For high-viscosity plastics.
- Closed Nozzle: For low-viscosity plastics.
- Cylinder: Melts the plastic material.
- Gearbox: Controls the screw’s motion, either electrically or hydraulically.
- Feeding Hopper: Feeds raw materials into the machine.
- Hydraulic Motor: Rotates the screw.
- Oil Cylinder: Regulates pressure.
3. Mold Closing Unit
The mold closing unit ensures the mold remains securely closed during the injection process. It uses hydraulic, pneumatic, or mechanical systems to apply the necessary force. The components of the closing unit include:
- Knee Mechanisms: Connected to the oil cylinder for mold movement.
- Movable Block: Holds the mold.
- Piston Stem and Front Panel: Key structural parts for the mold’s operation.
4. Pressure System of Plastic Injection Molding Machines
Modern injection machines rely on hydraulic fluid pressurized between 70-140 kgf/cm². Injection pressure is critical for producing a consistent and defect-free product, especially for materials with high viscosity like polyethylene.
5. Cylinder and Screw Design

The cylinder, made of wear-resistant steel, is heated externally with electric heaters to maintain optimal temperatures for plastic melting. Screw design is vital for efficient material handling and melting. The screw is divided into three zones:
- Feeding Area: Moves raw material forward.
- Compression Area: Compresses the material into a melt.
- Calibration Area: Finalizes the melting process for injection.
The depth of the screw ridges impacts material flow and heating speed. Longer screws enhance melting capacity but increase costs.
Preform Molds for Plastic Injection Machines
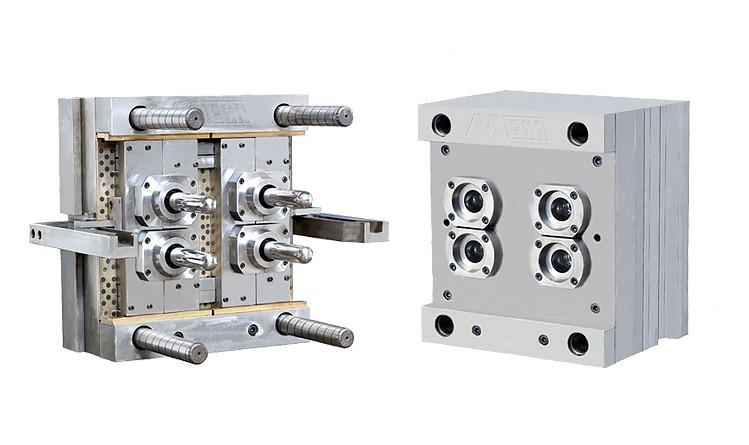
Preform molds consist of:
- Mold Base (Female Mold): Forms the outer surface of the product.
- Male Mold: Shapes the inner surface. Special care is needed to ensure smooth ejection from the mold.
Proper mold design is critical to avoid product defects such as cracks, sharp edges, or improper material distribution.
Considerations for Mold Design
When designing a mold for a specific machine, the following factors must be considered:
- Machine capacity
- Mold closing force
- Product weight
- Mold pressure
- Surface area of the product within the mold cavity
- Shrinkage rate of the material
Conclusion
A comprehensive understanding of the specifications, components, and processes involved in plastic injection molding machines is essential for their efficient operation. By managing key variables such as injection pressure, mold design, and material flow, operators can optimize production and ensure high-quality plastic products.
FAQ:
1. What is a plastic injection molding machine?
A plastic injection molding machine is a machine that uses a hydraulic system to inject molten plastic into molds, where it cools and solidifies into the desired shape. It’s widely used in manufacturing plastic products of various sizes and complexities.
2. What are the key specifications to consider in injection molding machine?
Important specifications include feed hopper capacity, injection pressure, softening capacity, mold closing force, and dry cycle time. These factors determine the machine’s efficiency and production capabilities.
3. How does the injection unit of the machine work?
The injection unit melts the raw plastic material using electric heaters and injects it into the mold through a nozzle. A screw mechanism rotates to feed, melt, and inject the material into the mold cavity.
4. What is the importance of mold closing force?
Mold closing force, measured in tons, is the amount of pressure applied to keep the mold securely closed during the injection process. If the mold is not tightly closed, the plastic can escape, causing defects in the product.
5. How is injection pressure controlled?
Injection pressure is controlled using a hydraulic system. It varies depending on the material’s viscosity and the product being molded. Proper control ensures consistent quality and prevents defects.
6. What is the role of the screw in the injection process?
The screw in a plastic injection machine is responsible for transporting and melting the plastic. It compresses the material into a homogeneous melt, ensuring proper mixing and heating for a consistent final product.
7. What materials are used in injection molding?
Common materials include thermoplastics such as polyethylene, polypropylene, polystyrene, and ABS. The choice of material depends on the properties required in the final product.
8. How is mold design important in injection molding?
The mold design determines the shape, size, and surface quality of the final product. A well-designed mold ensures proper material flow and ejection of the product without defects like warping or cracking.
9. What factors affect the melting capacity of the machine?
Melting capacity depends on the size and design of the screw, cylinder heating, and the type of plastic used. Longer screws and higher heat result in better melting efficiency but may increase costs.
10. What causes hydraulic leakage in injection molding machines?
Hydraulic leakage can result from worn-out seals, damaged hoses, or improper maintenance of the hydraulic system. Regular inspection and proper maintenance can prevent leaks and ensure smooth operation.
11. What is the dry cycle time?
Dry cycle time is the time it takes for the machine to complete one cycle of operations without the material, usually measured in seconds. It is a key factor in determining the machine’s speed and productivity.
12. How does cooling affect the injection molding process?
Efficient cooling is critical in solidifying the molten plastic inside the mold. Inadequate cooling can result in warping or defects, while excessive cooling can slow down production and increase cycle time.
13. What is the typical voltage requirement for plastic injection molding machines?
Most machines require a 380-volt electricity source to power the heaters, motors, and hydraulic systems. This ensures they have the necessary power to operate efficiently.
14. Can I use the same machine for different types of plastic?
Yes, most plastic injection machines can be adjusted to handle different types of plastic, but it may require changes to the machine settings, such as temperature and pressure, to accommodate different material properties.
Pingback: The Best Quick Guide to The Role of Robotics in Injection Molding - technoenvio.com
https://technoenvio.com/plastic-injection-machine/